jinxin015@ojinxin.com
jinxin015@ojinxin.com  15886350026
15886350026
您的位置:首页» 行业动态» 硬质合金刀具:工业切削的核心利器
硬质合金刀具:工业切削的核心利器
标签:硬质合金厂家
硬质合金刀具以高硬度、耐磨性和结构强度,成为机械加工领域的关键工具,广泛应用于汽车制造、航空航天、模具加工等场景。其性能直接影响工件精度、表面质量与生产效率,是现代工业切削的核心基础部件。

材料特性与结构设计
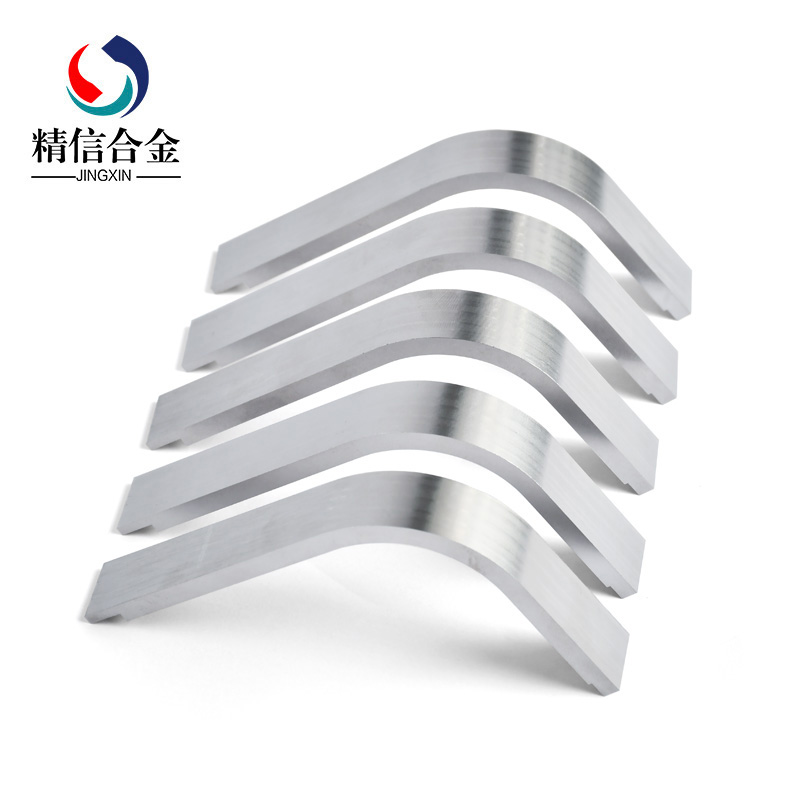
硬质合金刀具以碳化钨(WC)为基体,搭配钴(Co)、钛(Ti)等粘结相,经粉末冶金烧结制成。典型牌号如 YG8(耐磨型)、YT15(通用型),硬度达 HRA 89-93,抗弯强度≥2300MPa,可承受高速切削时的冲击载荷。刀具采用 “整体硬质合金” 或 “硬质合金刀片 + 钢质刀体” 焊接结构,兼顾刃口耐磨性与刀体韧性,适配铸铁、钢件、有色金属等材料加工。
生产工艺与精度控制
1. 全流程精密制造
粉末混料:碳化钨与粘结相粉末通过三维混料设备均匀分散,成分偏差≤2%;
压制烧结:1400-1550℃真空烧结,致密度≥99.5%,晶粒尺寸控制在 0.5-5μm;
刃口加工:五轴数控磨床精磨刃口,角度误差≤±1°,表面粗糙度 Ra≤0.8μm。
2. 涂层技术强化
采用 PVD(物理气相沉积)工艺沉积 TiN、TiAlN 等涂层(厚度 1-5μm),提升刀具耐高温性与抗粘结性,切削速度可提高 30%-50%。
多元应用场景
车削加工领域
外圆车刀:YG6X 材质适配不锈钢车削,切削速度 100-150m/min,表面粗糙度 Ra≤1.6μm;
内孔车刀:小径刀具(Φ3-Φ20mm)采用整体硬质合金设计,抗震性好,适用于深孔加工。
铣削与钻孔场景
立铣刀:四刃设计适配模具型腔加工,YT15 材质可铣削 45# 钢(硬度≤30HRC),铣削深度 1-10mm;
麻花钻:超细晶粒 YG8 材质,钻孔精度 IT8-IT10 级,适配铝合金高速钻孔(转速≥5000rpm)。
特殊切削应用
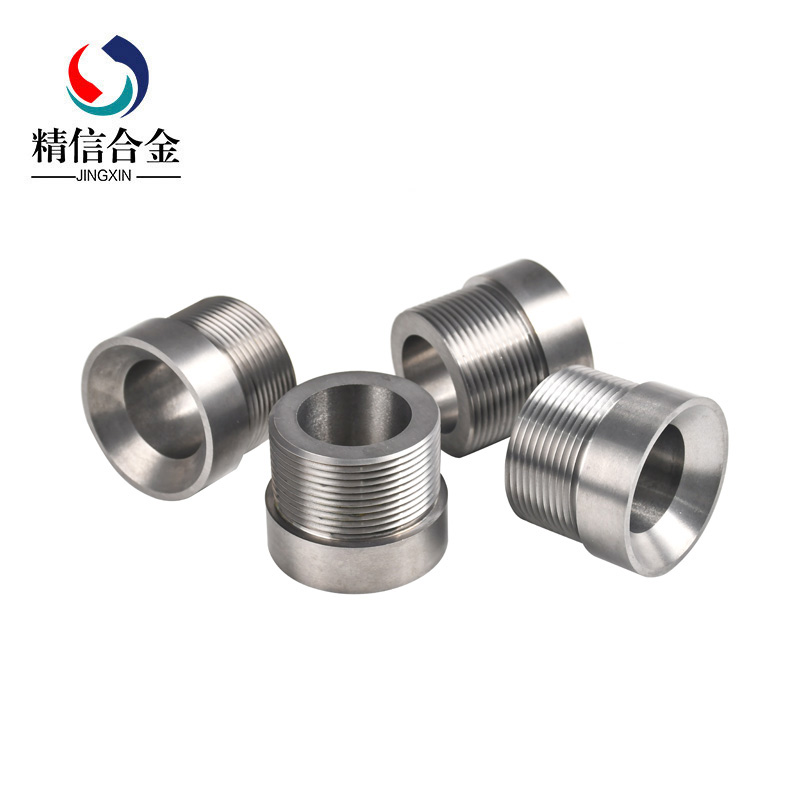
螺纹刀具:梯形螺纹车刀采用耐磨 YG8X 材质,螺距精度 ±0.05mm;
切断刀:薄刃设计(厚度 1-3mm),用于铜带、铝棒切断,切口毛刺≤0.03mm。
金信硬质合金刀具:性能与定制保障
金信提供车刀、铣刀、钻头等全品类刀具,支持刃口角度、涂层方案、刀柄接口定制,每批次通过硬度检测、刃口探伤全项品控。选择高性能硬质合金刀具,为机械加工效率与精度提升奠定基础。

金信硬质集团被纳入2024年株洲重点观摩项目
亮进度、晒成绩!2024年株洲市打造“三个高地”二季度讲评会之重点项目观摩活动举行,市委书记曹慧泉,市委副书记、市长陈恢清分别率队观摩。市领导何恩广、刘光跃、聂方红、杨英杰、江小忠、罗绍昀、刘亚亮、罗
2024/8/12
- 株洲金信喊你过端午!粽香里的企业温度,与你共赴美好 “食” 光~2025/5/30
- 硬质合金阀座:高压密封场景的耐磨核心解决方案2025/5/27
- 五一劳动节 | 致敬每一位奋斗的金信人2025/5/12
- 钨钢和高钨合金它们之间的区别2025/4/29
- 【调研指导促发展】新华社及市委宣传部一行莅临株洲金信调研硬质合金生产创新成果2025/3/8